On April 9, 2026, the U.S. Food and Drug Administration (FDA) formally issued a No Objection Letter (NOL) to Zhangjiagang Baosu Machinery (POLYRETEC). This milestone confirms the eligibility of food-grade recycled high-density polyethylene (rHDPE) produced via Polyretec’s secondary recycling process for specified food-contact applications. This certification marks a major technical recognition for Polyretec in the global field of high-value plastic recycling and food safety compliance.
1. Core Content of the FDA No Objection Letter
The FDA reviewed the secondary recycling process and supporting documentation (PNC 3411) submitted by Baosu Machinery. The administration determined that the company’s strict control of input materials, combined with its advanced recycling technology, produces rHDPE of suitable purity for the following intended applications:
Authorized Usage Specifications:
Recycled Material: 100% rHDPE (Recycled High-Density Polyethylene).
Maximum Usage Rate: Up to 100%.
Final Article Type: HDPE containers.
Food Contact Type: Food Type VIII (including raw fruits, raw vegetables, and eggs in shell).
Authorized Conditions of Use:
Condition E: Room temperature filling and storage (no heat treatment in the container).
Condition F: Refrigerated storage (no heat treatment in the container).
Condition G: Frozen storage (no heat treatment in the container).
Compliance Note: Feedstocks must be derived from articles previously authorized for food contact use and must comply with 21 CFR 177.1520 and all other applicable FDA authorizations.
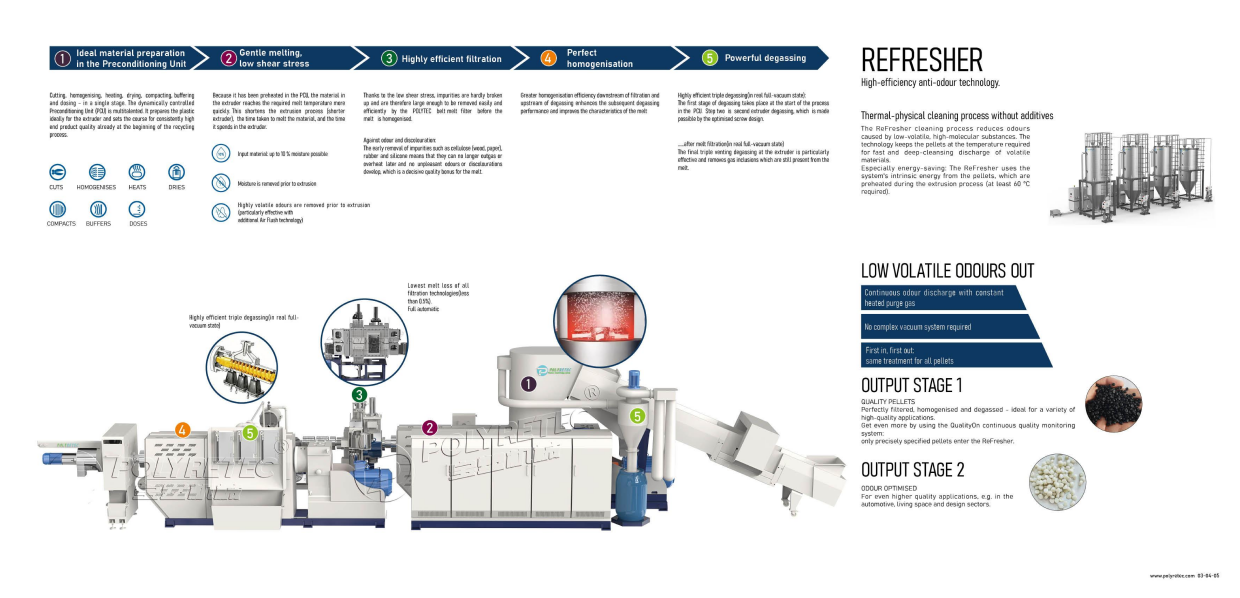
2. Core Technologies Behind the Food-Grade Process
To achieve the high-purity standards required for FDA approval, Polyretec’s recycling line integrates several "Black Tech" innovations:
A. Three-Stage Venting & High-Efficiency Devolatilization
Deep Purification: The system integrates a three-stage vacuum venting system into the second-stage main extruder.
Short-Path Design: Utilizing a short screw design, deep devolatilization is completed within an extremely limited physical space and thermal history.
Material Integrity: This efficiency prevents material degradation caused by prolonged heating, ensuring stable, high-performance pellets that meet strict food-grade standards.
High Precision: Replaces traditional laser filters with a full-automatic belt screen changer, achieving filtration accuracy up to 200 mesh.
Near-Zero Loss: Maintains a melt loss rate of less than 0.5%, maximizing material yield.
Optical Excellence: The entire barrel features a water-cooling temperature control system, resulting in whiter, brighter pellets with a significantly improved surface finish.
Continuous Production: The system is engineered with two-stage rigid sealing to ensure uninterrupted, 24/7 stable operation, meeting the high-volume demands of industrial continuous production.
B. Advanced Filtration: Full-Automatic Belt Screen Changer
C. Industrial Reliability: Two-Stage Rigid Sealing
3. Conclusion: Driving High-Value Resource Recovery
Through this certified production line, users can efficiently and economically produce high-value-added plastic pellets. Combined with the FDA NOL authorization, rHDPE produced by this process can now be used globally for manufacturing fresh produce and egg containers, realizing the true potential of high-value resource recycling.
Post time: Apr-16-2026